
-
加拿大ALUSION建筑装饰专用泡沫铝板
比利时PolyVision杀菌搪瓷钢板
中国市场总代

-
全国服务热线
18964509875
13917996526
18020290206
全国服务热线
18964509875
13917996526
18020290206

日期:22-05-18 时间:05:13 来源: 益荣金属
泡沫铝的焊接-工艺方案
焊接过程中,炉腔的升温速度会影响到焊件的内应小母材的品粒长大和钎料中低熔组元的蒸发等。升温速度过快,导致焊件受热不均匀,产生较大的变形和内应力:升温速度太慢,母材晶粒长大严重,钎料中低熔点组元挥发多,致使钎料熔点上升。
实验所用的试样体积小,钢板薄,因此选择尽可能快的升温速度。但是在接近钎焊温度时,应逐渐降低升温速度,避免升温惯性造成温度超过设定值。红外测温探头本身也存在一定的系统误差,测得的温度可能是夹具的温度而非焊件温度。此外,真空环境下单一辐射形式的传热效率比较低,控制程序对炉内温度的反馈调节作用会有迟滞。
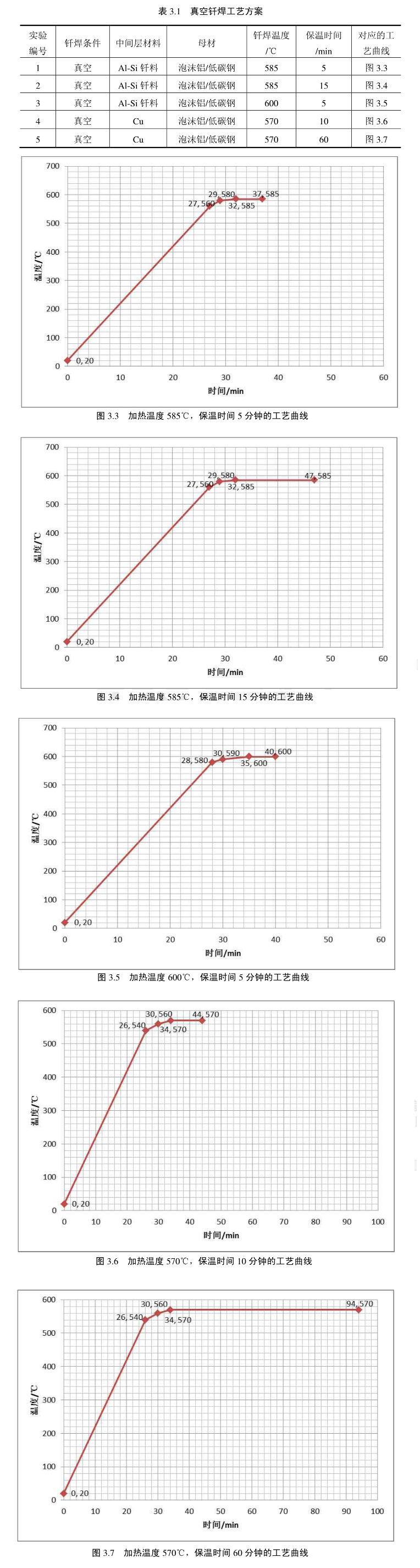
为了使实验结果具有可比性,实验采用单变量方式,即每次实验只改变一个工艺参数。选定了钎焊材料、钎焊温度和保温时间,并综合各种因素之间的相互影响后,确定的工艺方案见表3.1。图3.3-图3.7为相应的升温曲线。
保温阶段结束后,焊件随炉冷却,由于冷却的条件难以精确控制,制定冷却曲线也无必要。因此不设计焊件冷却曲线,而在实验过程中记录时间点和对应的温度,绘制实际冷却曲线。
上海益荣金属材料有限公司
沪ICP备2021023942号-1
点击此处复制微信: 18964509875
点击此处复制微信: 13917996526
点击此处复制微信: 18020290206
点击此处拨打电话:18964509875
点击此处拨打电话:13917996526
点击此处拨打电话:18020290206



