
-
加拿大ALUSION建筑装饰专用泡沫铝板
比利时PolyVision杀菌搪瓷钢板
中国市场总代

-
全国服务热线
18964509875
13917996526
18917698969
全国服务热线
18964509875
13917996526
18917698969

日期:26-04-23 时间:10:58 来源: 益荣金属
18、孔连通泡沫铝制备工艺研究
4.模具及NaCl粒子的预热烧结
将模具与底部排气孔座(即铜丝网)装配好放入电阻炉中,再填充NaCl粒子,然后一并预热到所需温度。在上述预热过程中,除控制炉膛温度外,还需用热电偶插入炉内测量NaCl粒子温度。预热烧结及测温时均应将模具上口与炉口盖住。
模具和粒子的预热是泡沫铝制作的关键环节。预热温度影响泡沫铝成形能力,预热温度和预热方式对泡沫铝的内在质量至关重要,预热温度高有利于铝液渗透能力的提高,预热温度低则金属液前沿很快凝画,成形能力降低。
5.熔化炉到保温炉
铝液应该在稍高于所需温度下进行输送。这样输送时应避免铝液温度有很大的波动,而且,铝液应在短时间内输送到保温炉。
在输送熔化铝过程中,时常遇到的问题是金属搅动的危害。出于铝与氧间有强烈的亲合力,它对因搅动而产生的危害特别敏感。在铝液输送中形成的氧化铝,它的密度几乎等于铝的密度,并以薄片形式被带入铸模。非金属夹杂物可导致流动性降低,使表面光洁度不佳。本实验熔化铝时,为清除铝液中的杂质,放入NaF、KC1和NaCl试剂(各占比例为10%、20%、70%)。本实验采用手工浇注,浇注时将浮渣覆盖层推开,从而充入最少的浮渣夹杂物。
6.浇注
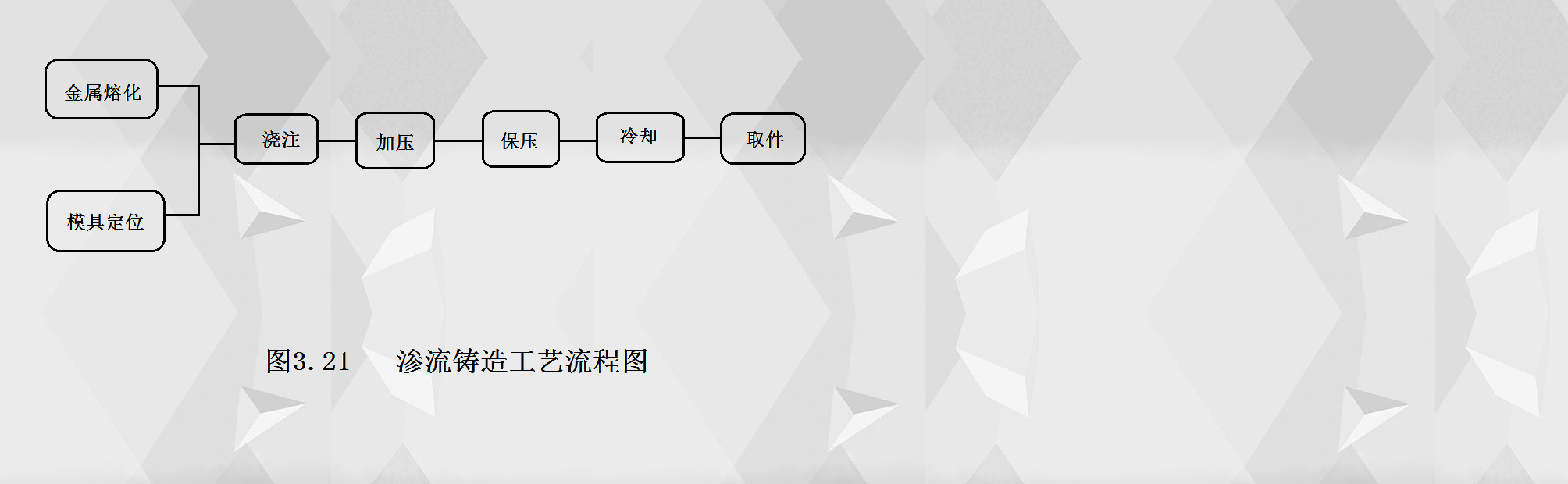
将用电阻坩埚炉熔化精炼处理的铝液浇入预热好的模具与NaC1粒子中,浇注温度为720℃—780℃。浇注完毕即迅速用压头加压,使铝液在压力作用下往粒子填充层中渗流,充压保持时间为50—70S。铝液渗流到一定深度后,因凝固而停止,然后卸除压力,将模具连同试件一并从炉中取出,卸下排气孔座,顶出试件。
为顺利渗流,铝液应有一定的过热度,并保持一定时间,使金属液在一定压力下结晶,金属组织会更致密。加压速度要适当,过快可能建立不起压力,过慢会导致金属液凝固使渗流通道堵塞而不能成形。图3.21是渗流铸造工艺流程图。
7.加工与清洗
铸件冷却后即可进行加工。由于它是金属和粒子的复合体,既具有金属的韧性,又具有一定的脆性,故加工性能好。可切削成各种要求的形状尺寸,然后将零件在溶剂中清洗干净,得到成品。这里要注意两点:
(1)加工时一定要带NaCl粒子加工,然后洗去NaCl粒子,否则会因切削变形而堵死或减小加工面的网孔:
(2)泡沫铝铸件中的NaCl粒子一定要清洗干净,否则存放一段时间后余NaCl会渗出表面而布满白色盐霜。
3.3小结
本章运用毛细原理、传热学原理,在理论上计算出了铸造泡沫铝所需的充型压力、预热温度、铝液温度,并通过计算设计了试验装置。又运用球体密堆积原理计算了型腔空隙率,通过计算证明了以珠粒料为型腔完全可以制出高孔隙率的泡沫铝,也证明了孔隙率与珠粒形状及堆积程度有关,而与珠粒大小(半径)无关。本章详细地给出了整个实验过程及其技术关键。
上海益荣金属材料有限公司
沪ICP备2021023942号-1
点击此处复制微信: 18964509875
点击此处复制微信: 13917996526
点击此处复制微信: 18917698969
点击此处拨打电话:18964509875
点击此处拨打电话:13917996526
点击此处拨打电话:18917698969



