
-
加拿大ALUSION建筑装饰专用泡沫铝板
比利时PolyVision杀菌搪瓷钢板
中国市场总代

-
全国服务热线
18964509875
13917996526
18917698969
全国服务热线
18964509875
13917996526
18917698969

日期:26-05-12 时间:01:21 来源: 益荣金属
21、孔连通泡沫铝制备工艺研究
第五章 试验结果与讨论分析
渗流铸造法的效果通常用有效铸件长度、孔隙率和连通性来衡量。用渗流铸造法生产泡沫铝的关键是控制NaCl粒子的预热温度和铝液的浇注温度。因此有必要研究它们对铸件性能的影响规律。
5.1试验结果
泡沫铝试件的孔径基本与填料粒子相当,孔洞大部分是连通的。本研究在可行范围之内,充型压力控制在1MPa,改变了NaCl粒子预热温度及铝液浇注温度,安排了三组不同粒径NaCl粒子的二因素三水平正交试验,选用正交表,以充型后泡沫铝试件的有效长度对试验结果进行了评价,并且对有效试件的孔隙率、比重进行了测试。
第一组将NaCl粒子粒度固定为10—20目(粒径1~0.9mm),采用正交试验考察了NaCl粒子的预热温度和铝液浇注温度对试件有效长度的影响;第二组和第三组分别用20—40目(粒径0.45~0.9mm)和40-60目(粒径0.28~0.45mm)做了正交试验,考察了上述因素对试件有效长度的影响。
水平设计如表1,试验数据如表2(包括孔隙率与比重),有效长度直观分析如表3。
|
因素水平 |
粒子预热温度(℃)A | 铝液浇注温度(℃)B |
| 1 |
550 |
740 |
|
2 |
650 | 760 |
|
3 |
700 | 780 |
表2 粒径为10—20目的试验数据
| 因素水平 | A(℃) | B(℃) | 有效长度L(mm) | 孔隙率(%) | 比重(g/cm³) |
|
1 |
1 | 1 | 15 | 73 | 0.73 |
|
2 |
1 | 2 | 16 | 75 | 0.67 |
|
3 |
1 | 3 | 17 | 76 | 0.65 |
|
4 |
2 | 1 | 32 | 78 | 0.59 |
|
5 |
2 | 2 | 36 | 80 | 0.54 |
|
6 |
2 | 3 | 33 | 80 | 0.54 |
|
7 |
3 | 1 | 55 | 80 | 0.54 |
|
8 |
3 | 2 | 60 | 81 | 0.51 |
|
9 |
3 | 3 | 58 | 79 | 0.57 |
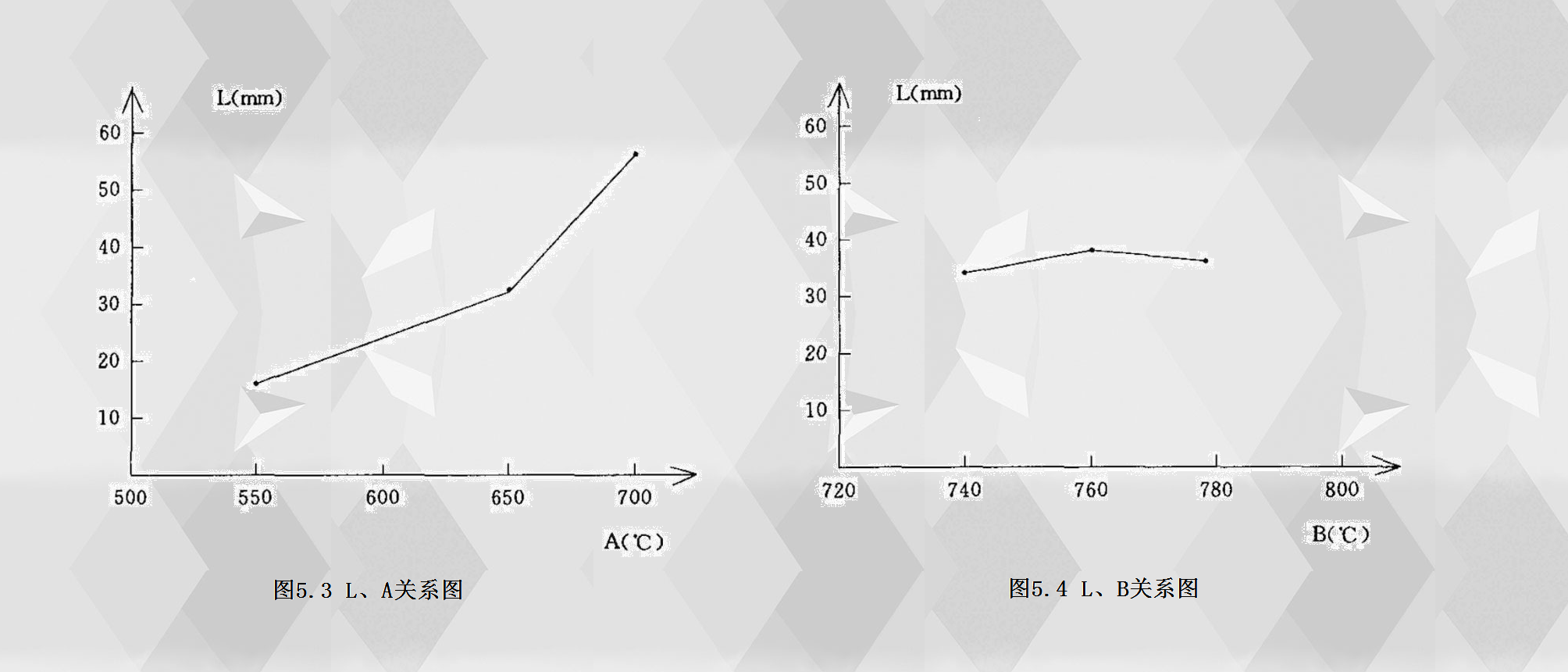
表3 有效长度直观分析数据表
|
|
LA(mm) | Lg(mm) |
|
I/3 |
16 | 34 |
|
II/3 |
33.7 | 37.3 |
|
III/3 |
57.7 | 36 |
|
极差R |
41.7 | 3.3 |
从极差R可以看出二因素的主次顺序为A→B,择优方案为A₃B₂。因子水平与试验结果之间关系如图5.3、图5.4。
上海益荣金属材料有限公司
沪ICP备2021023942号-1
点击此处复制微信: 18964509875
点击此处复制微信: 13917996526
点击此处复制微信: 18917698969
点击此处拨打电话:18964509875
点击此处拨打电话:13917996526
点击此处拨打电话:18917698969



